
6/28/24
Things turned out pretty good.
Even shrinking and no breaking etc.
First time with these glazes, could have def taken it down further and also gone thicker, but I’m happy with the result.








6/28/24
Things turned out pretty good.
Even shrinking and no breaking etc.
First time with these glazes, could have def taken it down further and also gone thicker, but I’m happy with the result.
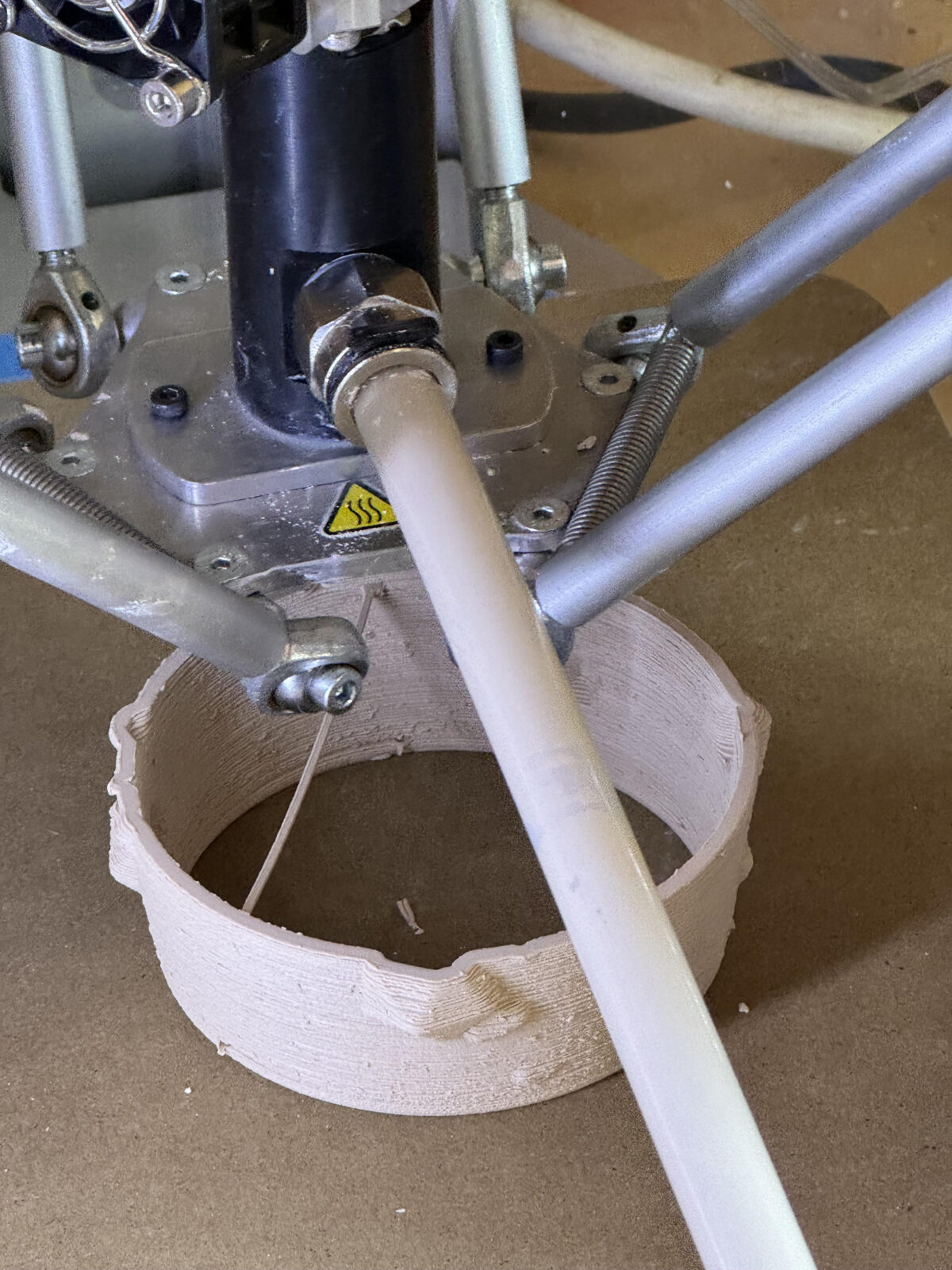
I’ve been testing to see if I can create a bottom for the 3d printed vessels by pouring slip into the open shape.
I performed this test a bunch of times, and for the most part they have been unsuccessful.
Test 1 print a few hours old, moved from buck onto plaster block, poured slip. Worked but too thin.
Test 2 print dried overnight, moved to plaster block, poured slip. Dried up and broke around connection.
Test 3 print a few hours old, moved to plaster block, poured slip. Cracks around base at connection, but also lots cracking across base surface.
Test 4 bone dry print, moved to plaster block, poured slip. Delaminates a few layers up from base.
Test 5 printed on plaster block, poured base shortly after print finishes. Showed potential but did not work, trying this a second time worked on 12/13 points, might work with better slip.
More pictures to come.

Hourglass with smileys, peace signs and yin yangs.
Printed well, but again not enough relief in the symbols, and really they should be printed larger.
Leaning vessel with Boolean difference of distributed icosahedrons
Having a little trouble with my Boolean operation in blender.
This print also is the first with a relief cut into the shape and the details are a little different.
Picture to come here
I had tried to print this same shape with a union of the icosahedrons, but encountered dripping at bottoms of the icosahedrons, however during the print I had a couple random cross vessel movements in the cura which I couldn’t get out, and when printing one of them a single strand bridged the center without falling, which impressed me.
Randomly distribution of smiley faces worked well, but depth of face detail was too shallow.
Some air bubbles.
I’ve been developing a new vessel shape in blender, but when I went to run my next print, the print immediately failed, and I was out of clay in the canister.
I am searching for a locking ring for the push to connect valves, hoping to fix the disconnection issues I’ve been having. Since I am unsure of the name of the exact push to connect product, I found a few lock rings that might fit, but ultimately I decided that I should print them myself.
I’ve converted the printer back to plastic for a few days while I prep and load a new canister of clay.
I also plan to use the newer model of the canister (square-ish), which will need a new harness as well. The round canister was quite difficult to get apart again, stressed my hands, could use a better way to hold the body (wrench works fine to turn lid)
STL file for silver 1/2″ push to connect
STL file for brass 1/2″ push to connect (1.5mm thicker)
As a follow up a month later I’ve had no disconnect yet with regular printing.

6″ round vessel with randomized circles and diamonds over noise texture
1h15m
single layer
75psi (pretty high for my setup)
Printing very well but first print had major air bubble at 60% complete with full loss of layer, print stopped and started anew.
Second print stops at 84% 1h04m due to hose disconnect at nozzle.
Lots of cleaning to print head.
Print 3 comes out best print yet.


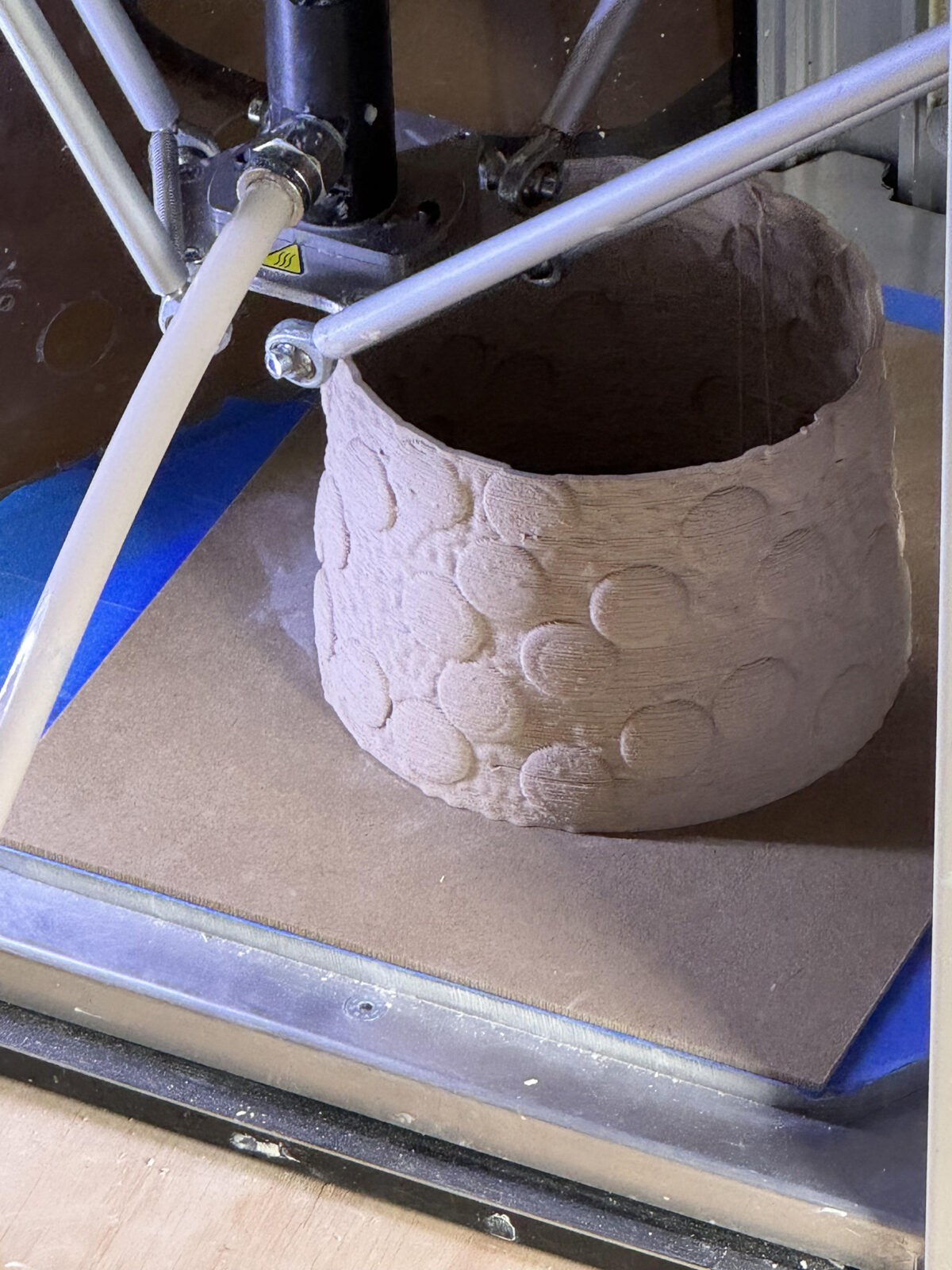
Vessel with randomized spots and low poly noise texture
Goal of 5″ dia x 9″h, largest yet
Multiple failures of print
Hose is coming loose on connection to both the head and also the chamber itself occasionally.
In the harness it the chamber will swing a little due to the head moving and at just the right spot I think it pushes the push to connect and pulls out just right.
Trimmed hose tip, running low on oem nylon tube and will switch to mcmaster tube soon
Print did finally come out, but with unwanted markings, looks like vibration

printed larger random noise vessel, cylinder shape with contraction at top
tallest print yet 185mm, cleanest print yet

working again, clogged bad, turned out to be in nozzle
printed 120mm tall cone with displaced procedural noise texture
2 layers
61psi
32speed
Printed decent, still some air bubbles, but the double layers worked well, with each layer really merging with the other but no nozzle detritus.

4/17/24
Long gap in posting due to working other jobs and lack of time to spend on LDM printer.
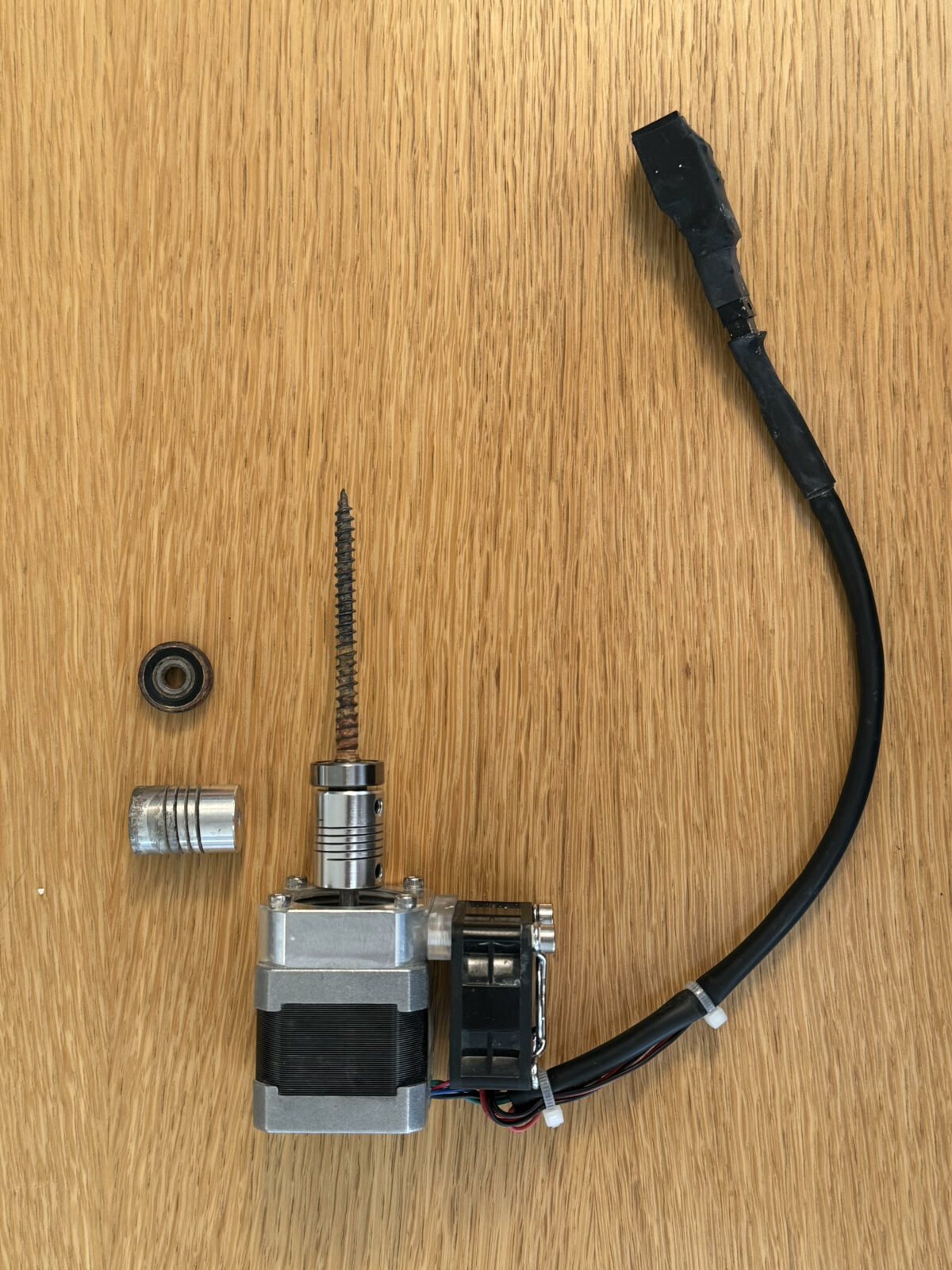
As a result, this week when I decided to get it going again, I took apart the extrusion head and realized I had not cleaned it properly to leave it idle. :-/
Unscrewing the printed plastic portion from the stepping motor portion I found that the auger screw was stuck in the plastic housing. With some fuss I was able to remove the plastic portion but in doing so I stretched the aluminum spring that connects the auger to the motor.
I’m replacing this piece, called…“5mm to 6mm Shaft Coupling 25mm Length 18mm Diameter Aluminum Alloy Coupler”
I actually ended up changing this again, as the auger side did not need the 6mm diameter, and in hopes to keep everything even more on axis I bought a similar coupler…
“5mm to 5mm Shaft Coupling 25mm Length 18mm Diameter Aluminum Alloy Coupler”
and also replacing the bearing that lives on the screw below the coupler…
“6mm Bore ID, 19mm OD, 6mm Width Pre-Lubricated High Speed Sealed Miniature Bearings”
Printed “cloth” form.
This is the first print exported direct to .STL from Blender, previously I had been exporting as .OBJ and post processing in Rhino. I clipped the bottom of the shape with the Cura positioning and decided (as the prior tall bubble vase collapsed) that I would print as high as I thought it could before collapsing and manually cut off the print.
Print worked pretty well, but I stopped it at around 50% which was about 4.5″ tall, lines were getting a little thin, and I thought that the print might fail. However a few days after this print I realized (thought) I have run out of clay in the canister again. Perhaps I could have printed this shape taller with a proper flow.
I am still interested in getting larger pieces and since I don’t have a thicker nozzle, and I want more clay for strength purposes, I plan on doing more investigating into double wall printing.

